




-

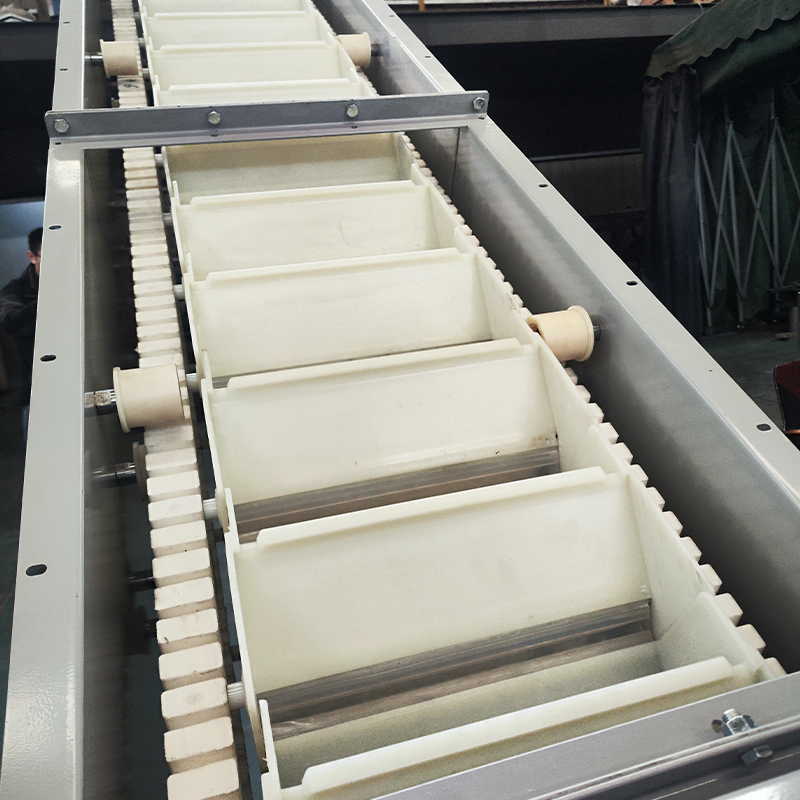
Continuous Sanitary Dust-Proof Pendulum Bucket Elevators
Continuous Sanitary Dust-Proof Pendulum Bucket Elevators
Pendulum bucket conveyors feature exceptionally low-maintenance and low-wear operation. The rubber chain is used in all of our systems to drive the conveyor element.
Particularly in the food industry, the advantages of pendulum bucket conveyors are clear to see. By using rubber chains, no lubricants are required that could contaminate the conveyed materials.
Transportation lengths of up to 50 m vertically or 100 m horizontally have already been created using continuous bucket conveyors.Conveyor capacities of up to 100 m³/h can also be achieved.
Andvatage:
Continuous
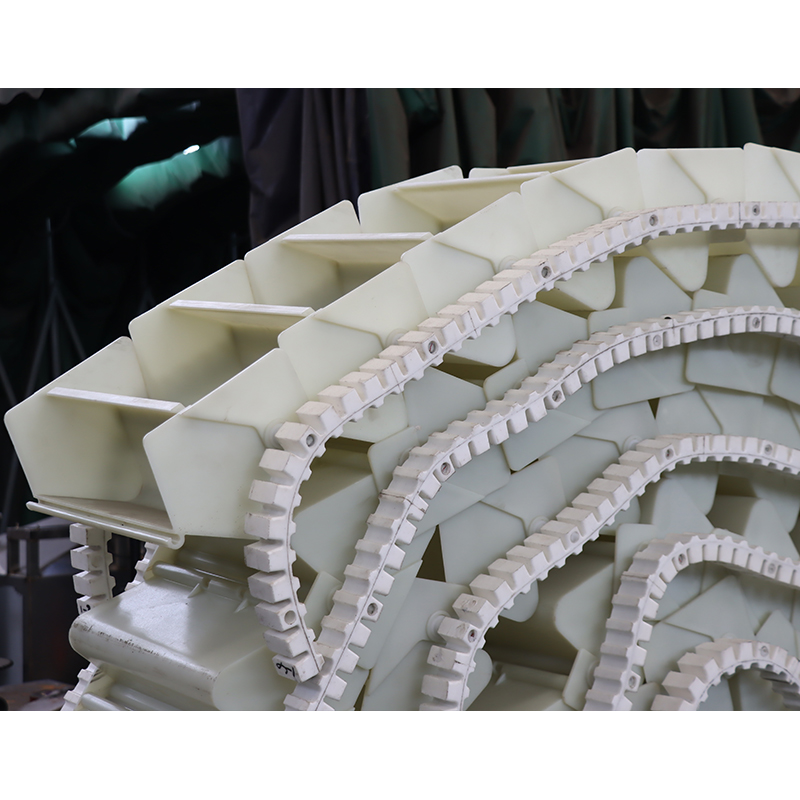
-Very stable running
- Small footprint
- High conveying capacity
- Atex design availablePendulum
- Buckets can be removed without tools for external cleaning
- Hygienic design made from tubular steel available
- Many different line versions available
- Multiple drop-off points are possible
- For weighed or counted products, the bucket position can be determined reliably at any time (no elongation of the rubber chains!)
- Atex version available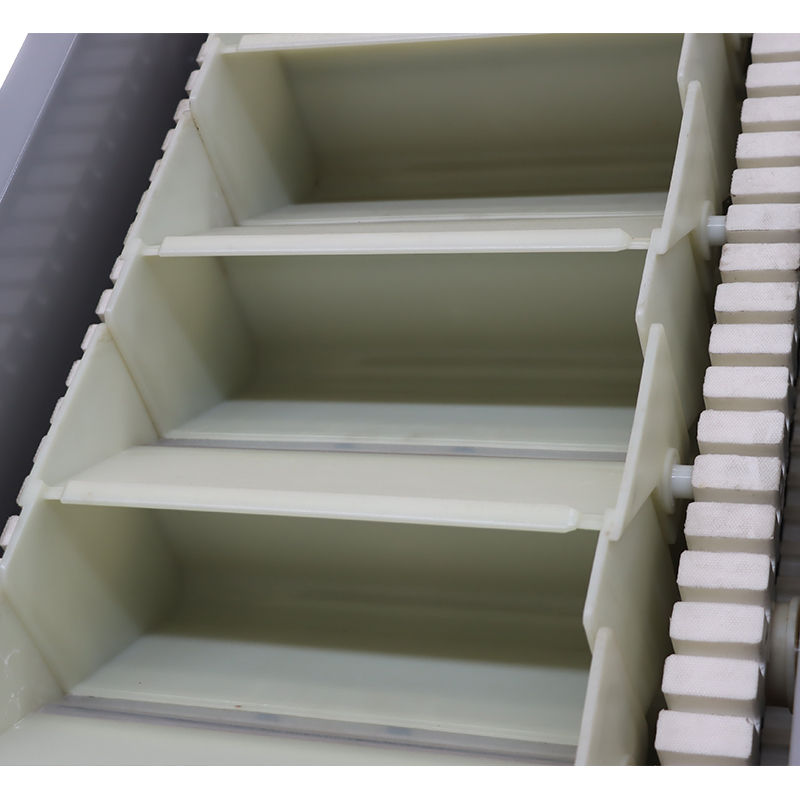
Application Industry:
Food Processing: Bucket elevators are essential for handling various food products, such as grains, flour, sugar, salt, and coffee beans, ensuring gentle and contamination-free transportation.
Agriculture: In the agricultural sector, bucket elevators are used for conveying seeds, fertilizers, and animal feed, streamlining storage and distribution processes.
Mining and Minerals: Bucket elevators are employed in the mining industry for conveying ores, coal, and other minerals, facilitating efficient material handling in challenging environments.
Chemical and Pharmaceutical: These industries rely on bucket elevators for the safe and precise handling of powders, granules, and pellets, maintaining product integrity and purity.
Recycling and Waste Management: Bucket elevators play a crucial role in recycling facilities, handling materials such as plastic, glass, and metal, enabling efficient sorting and processing.
-

Food Grade Stainless Steel Z Type Bucket Elevator
Introducing our latest innovation in material handling technology – the Food Grade Z Bucket Conveyor. Catering to the needs of the food industry, our conveyor is designed to elevate bulk particulate food materials vertically, while also providing horizontal travel for easy loading and the ability to discharge over and into other equipment in bulk feed conveyor applications. With the ability to seamlessly integrate into feeding systems for radial combination scales or other VFFS bagging machine setups, our Z Bucket Conveyor is the perfect solution for your material handling needs.
-

Z Type bucket elevator
Z bucket elevator is widely used in the food and non-food industry because its simple structure, easy assembly and maintains. It helps to convey the products from the low place up to the combination weigh, vertical packaging machine, or other equipment. Bucket conveyor vertical conveying of bulk materials, gentle handling, rugged construction, modular design, low maintenance. Bucket elevators are designed to gently transport a wide variety of products, both horizontally and vertically, without transfer points. Capable of handling most dry, granular, free-flowing products, these machines also work well with many non-free-flowing products.
Why Choose Z Bucket Elevator for Your Conveying Needs.
When it comes to conveying products in the food and non-food industry, the Z bucket elevator is a popular choice for many businesses. Its simple structure, easy assembly, and low maintenance make it a reliable and efficient solution for vertical conveying. Whether you need to transport food products, chemicals, or other materials, the Z bucket elevator is designed to meet your specific conveying needs.
The Z bucket elevator, also known as a bucket conveyor, is widely used in various industries due to its versatility and effectiveness. It is designed to convey products from a lower level to a combination weigher, vertical packaging machine, or other equipment, making it an essential component in the production and packaging process.
-

Multi-point Z Type bucket elevator conveyor machine
Introducing our latest innovation in material handling technology – the Bucket Elevator. This efficient and versatile machine is designed to gently transport a wide variety of products, both horizontally and vertically, without the need for transfer points. With its superior performance and reliable operation, our Bucket Elevator is the perfect solution for transporting dry, granular, free-flowing products, as well as many non-free-flowing products.
-

Multi-point feed stainless steel/carbon steel Z bucket elevator machine
Z bucket elevator is a versatile and reliable machine that is widely used in the food and non-food industry for its ability to efficiently convey products from a low point to a higher one. Its simple structure, ease of assembly, and low maintenance make it a popular choice for businesses looking to streamline their production processes.
Z Type Bucket Conveyor is engineered to meet the demands of modern industrial applications, providing a seamless and efficient method for lifting and conveying materials such as Chemical industry, fertilizers, sand, and more. With its robust construction and advanced design, this bucket elevator is capable of handling heavy loads with ease, making it an ideal choice for industries that require reliable material handling solutions.
This state-of-the-art machine is designed to streamline your material handling processes, ensuring smooth and reliable transfer of a wide range of materials, from particle and powders to aggregates and chemicals. Multi-Point Feed Bucket Elevator Machine is its multi-point feed system, which enables efficient and uniform material distribution, minimizing the risk of material segregation and ensuring consistent flow throughout the handling process. This innovative feature sets our machine apart from traditional bucket elevators, providing enhanced control and precision in material handling operations.
-

C Type bucket elevator
Bucket elevator is useful for navigating tight layout spaces for elevating the materials and discharging them into the required locations. This type of elevator has a horizontal bottom portion, a vertical portion and again a horizontal portion that can be extended to suit the discharge requirement. These are ideal for granular free flowing loose materials.
C Type Bucket Elevator is a game-changing solution for businesses seeking to optimize their material handling operations. With its advanced design, customizable options, and reliable performance, this bucket elevator is poised to revolutionize the way industries handle bulk materials, designed to keep material spillage, maintenance, and downtime to a minimum, the solution has ingrained safety features, and it allows continuous visual inspection during operation.
In conclusion, the C Type Bucket Elevator is a versatile, efficient, and reliable solution for vertical conveying needs. Its innovative design, customizable options, and focus on safety and durability make it an indispensable asset for businesses across various industries. Experience the difference with the C Type Bucket Elevator and elevate your material handling capabilities to new heights.
-

Chemical industry Z bucket elevator
Introducing the HengYu Z type bucket elevator – the ultimate solution for all your vertical conveying needs. Our Z type bucket elevator is designed with precision and high-quality materials to provide a seamless and efficient process for moving bulk materials vertically.
In addition to its simple structure, the Z bucket elevator is known for its easy assembly and maintenance. With minimal moving parts and a straightforward design, it can be quickly installed and integrated into your existing production line. This not only saves time and labor costs but also minimizes downtime, allowing for uninterrupted production.
Furthermore, the Z bucket elevator is designed to meet strict hygiene and safety standards, making it suitable for use in the food industry. The materials used in its construction are food-grade and easy to clean, ensuring that your products remain uncontaminated during the conveying process. This is essential for businesses that prioritize product quality and safety.
Another advantage of choosing the Z bucket elevator is its ability to handle a wide range of products. Whether you need to convey dry goods, powders, granules, or fragile items, the Z bucket elevator can accommodate various types of materials without compromising efficiency or product integrity. This versatility makes it a valuable asset for businesses with diverse product lines.
-

Refractory materials Z type bucket elevator conveyor machine
Refractory Materials Z Type Bucket Elevator Conveyor Machine. This state-of-the-art equipment is designed to revolutionize the way refractory materials are handled and transported within industrial settings. With its unique Z-shaped design and powerful conveyor system, this machine offers unparalleled efficiency, reliability, and versatility.
What sets this conveyor machine apart from traditional models is its Z-shaped configuration. This design allows for vertical and horizontal transportation of materials, maximizing space utilization and providing flexibility in routing materials through different processing stages. The Z-shaped configuration also enables gentle handling of fragile or delicate materials, minimizing product degradation and waste.
-

Food industry zero-breakage grain Z bucket conveyor
Our latest innovation in the food industry – the zero-breakage grain Z bucket conveyor. This cutting-edge piece of equipment is designed to revolutionize the way grains are transported within food processing plants, ensuring efficient and damage-free handling of the precious cargo.
One of the key reasons to choose the Z bucket elevator for your conveying needs is its simple and robust structure. The buckets are attached to a chain or belt, which moves in a continuous loop, allowing for smooth and efficient product transport. This design minimizes the risk of product damage and ensures a consistent flow of materials throughout the conveying process.
When considering a conveying solution for your business, it’s essential to choose a reliable and reputable supplier. With our extensive experience and expertise in the industry, we are committed to providing high-quality Z bucket elevators that meet the specific needs of our customers. Our team of professionals is dedicated to delivering tailored solutions and exceptional customer service, ensuring a seamless experience from consultation to installation.
-

Z Bucket elevator for packing machine
Z Bucket Elevator-the perfect solution for your packing machine needs. This innovative and efficient product is designed to elevate a wide variety of materials, allowing for seamless integration with your packaging process.
One of the main advantages of the Z Bucket Elevator is its versatility. It can handle a wide range of materials, including bulk solids, granules, powders, and other free-flowing products. This makes it an excellent choice for industries such as food and beverage, pharmaceuticals, chemicals, and agriculture.
-

Z Bucket elevator for color sorter machine
The bucket elevator for color sorter is a crucial component in the overall functionality of a color sorting machine. It is responsible for lifting and conveying a wide variety of materials, including grains, seeds, nuts, and more, from one level to another within the sorting system. This ensures a smooth and continuous flow of materials, allowing the color sorting machine to operate at its full capacity without any interruptions.
The bucket elevator for color sorter is designed to lift and convey a diverse range of materials, including grains, seeds, nuts, and more, from one level to another within the sorting system. Its unique Z-type design allows for gentle handling of the materials, ensuring minimal product damage and maintaining the integrity of the items being transported. This is particularly important in the context of color sorting, where the quality and condition of the materials are paramount.
One of the key advantages of the Z bucket elevator is its ability to handle a wide variety of materials with different shapes, sizes, and weights. This versatility makes it an ideal choice for color sorting applications, where the machine may need to process different types of agricultural products or food items. The elevator’s buckets are specifically designed to accommodate various product shapes and sizes, allowing for efficient and seamless conveying throughout the sorting process.
